近年来,制造企业面临越来越复杂的小零部件拣选齐套需求,企业不断去优化流程、提高物料存储和搬运的自动化程度,以提高拣选的精准度及效率。“货到人”拣选系统可以有效降低人员工作强度、提高物流效率,被越来越多企业使用。多层穿梭车的立体存储配合箱式输送线搬运,再结合拣选工作站的“货到人”拣选系统,是一种典型的“货到人”方案。本文将拣选工作站前的箱式输送线设置成大环线和大小环线两种布局,设置了一种典型的拣选模式,分别建立了此模式下的拣选时间模型,结合几种常见的拣选场景进行时间计算,并做出对比和建议,从而为拣选工作台前的箱式输送线布局设计提供参考。
关键词:“货到人”拣选系统、箱式输送线布局、拣选优化
一、研究背景
如今,制造业企业面临着大量的小零部件拣选齐套需求,其拣选的场景多种多样,比如物料在箱式存储中,多个相同的订单中需要数十种不同的物料。虽然生产企业往往是提前一段时间完成生产所需的物料,拣选也有较大的时间窗口,但由于生产的日益复杂,其拣选量逐渐增加,并且随着人力成本提高,企业需要不断去优化流程、提高物料存储和搬运的自动化程度,以提高拣选的精准度及效率。
在传统的人工拣选作业中,拣选员的行走过程不产生实际价值[1],且会为拣选员增加大量工作强度。“货到人”(Goods to person or Goods to man,G2P or G2M)拣选系统可以有效降低人员工作强度、提高物流效率[2],因此目前越来越多企业在规划物流方案时使用。“货到人”拣选系统由三部分组成:存储系统、输送系统、拣选系统,其中存储系统可分为平面存储、立体存储、密集存储;输送系统可分为AGV搬运与输送线搬运;拣选系统配合输送系统设计,分为平面拣选台、拣选工作站、播种墙等形式。
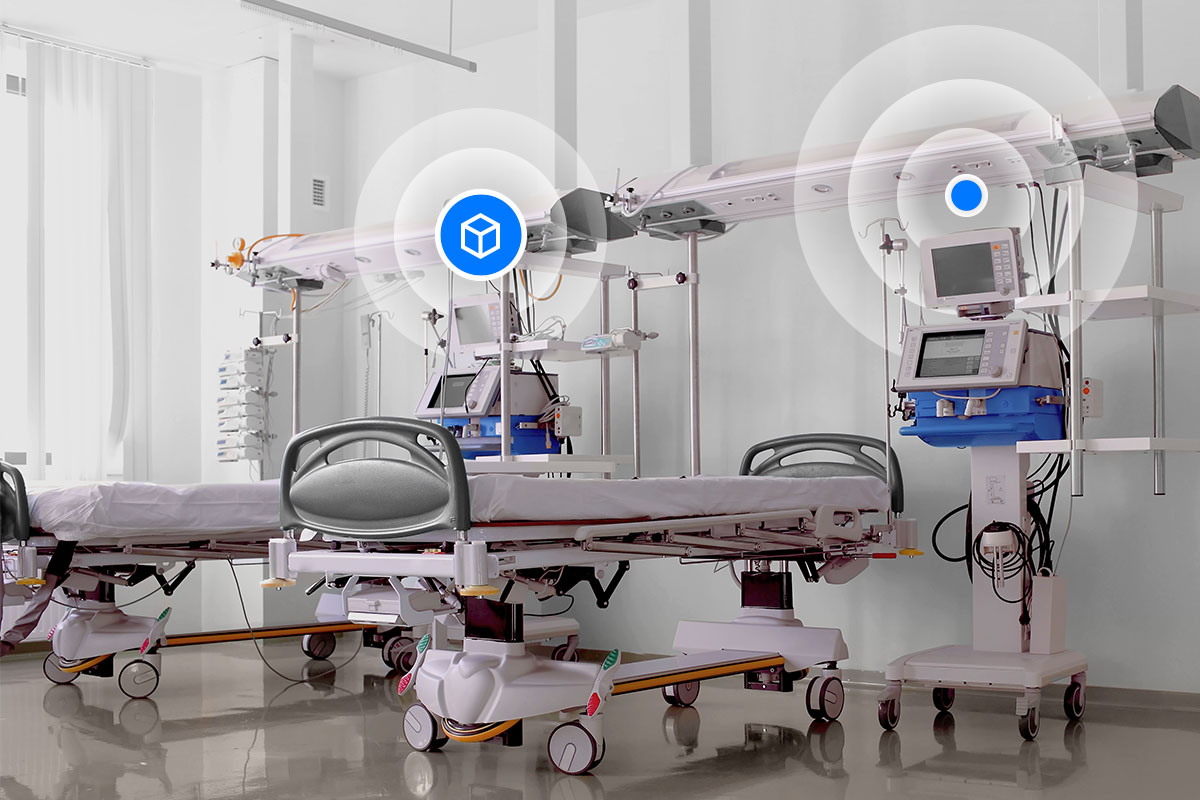
对于箱存储物料,多层穿梭车的立体存储配合箱式输送线搬运,再结合拣选工作站的“货到人”拣选系统(图1)。由于其优越的出入库吞吐效率、运输效率和拣选效率,越来越多的制造企业逐步完成向这一方向的转型。

典型“货到人”拣选工作站(图2),上层可容纳2个原料箱,下层可容纳4个订单箱,配合看板、称重等功能,使拣选效率和准确度均有效提高。

拣选工作站中的看板如图3所示,其中标识待拣选货物名称、具体流向、单号、最小包装数、单件克数、操作台编号等信息,同时给出了原料箱和目标料箱的具体位置,操作人员仅需按照指示内容,将相关物料从原料箱中拿取放在目标料箱即可。

箱式输送线配合拣选工作站时,为减少对多层穿梭车立体库吞吐能力的需求,往往一个原料箱供多个订单箱使用,需反复进入拣选工作站,因此箱式输送线会设置成环线,但当大环线上的原料箱数量较多时,其又需要较长时间的移动搬运才能进入拣选工作站,可考虑再为每个拣选工作站设置一个小环线,使得即将拣选的原料箱提前进入小环线,以减少行走距离而减少时间,提高拣选效率。
目前,针对拣选工作站前的箱式输送线设计,基本都停留在仅考虑积放位数量、输送线运行效率、设计成本等方面,而缺少对原料箱移动时间的考虑,但原料箱移动时间过长会严重影响拣选效率。王珊珊[3]从订单分批策略角度对拣选时间进行优化,但由于硬件导致移动时间过长仍无法避免。
本人结合前人思想,将拣选工作站前的输送线设置成仅设置大环线下的大环线布局,以及除设置大环线外还增设小环线的大小环线布局,为两种布局建立拣选时间模型,计算了几种常见的拣选场景所需的拣选时间,并做出对比和建议,从而为拣选工作台前的箱式输送线布局设计提供参考。
二、两种环线的拣选模型
本文将输送线拣选模型的环线划分为以下两种:
其一,输送线拣选模型采取大环线方案,上层输送原料箱,下层输送订单箱,如图4和图5所示。原料箱沿大环线输送,到达对应的拣选台后进入上层待拣选位,每个拣选台可以同时容纳4个待拣选原料箱;当拣选台相应的待拣选原料箱位占满时,原料箱需依大环线旋转一圈后,再来到此拣选台时,若有空位则进入,若仍无则再转一圈,循环此操作直至所有待拣选原料箱均已拣选。订单箱沿下层输送线进入拣选台下层拣选位,拣选位下层可同时容纳2个订单箱。


其二,输送线系统采取大小环线方案,上层输送原料箱,下层输送订单箱,如图6和图7所示。原料箱沿大环线输送,到达对应的拣选台后进入上层待拣选位,每个拣选台可以同时容纳4个待拣选原料箱;当拣选台相应的待拣选原料箱位占满时,原料箱需依大环线旋转一圈后,再来到此拣选台时,若有空位则进入,若仍无则再转一圈,循环此操作直至所有待拣选原料箱均已拣选。订单箱沿下层输送线进入拣选台下层拣选位,拣选位下层可同时容纳2个订单箱;当拣选台相应的拣选订单箱位占满时,多余的订单箱需依小环线旋转一圈后,再来到此拣选台时,若有空位则进入,若仍无则再转一圈,循环此操作直至所有拣选目标箱均已完成作业。


1.符号说明
k :“货到人”拣选台的数量, 为正整数;
i :原料箱的数量, 为正整数;
j :订单箱的数量, 为正整数;
v :输送线系统运行平均速度;
t :“货到人”拣选台人员完成一次物料从原料箱拣选至订单箱所需的时间,s;
TS:输送线系统采取大小环线下,方案完成拣选所需的总时间,拣选的时间、其由分配给该工作站的原料箱数量,s;
TB:输送线系统仅采取大环线下,方案完成拣选所需的总时间,s;
TBf :大环线下第一波原料箱或订单箱达到工作站的时间,s;
TSf:大小环线下第一波原料箱或订单箱达到工作站的时间,s;
TSs:大环线下,工作站内订单箱不动,已拣选完的待出原料箱离开工作站,待入原料箱进入工作站所需要的时间,s;
TSo:大小环线下,工作站内订单箱不动,已拣选完的待出原料箱离开工作站,待入原料箱进入工作站所需要的时间,s;
A:大小环线下,工作站中订单箱完成拣选,移动到下一个拣选台的时间,此时原料箱不动,s;
LC:大环线下,工作站中订单箱完成拣选,移动到下一个拣选台的时间,此时原料箱不动,s;
A:工作站分配到原料箱的最大值;
LC :料箱长;
WC:料箱宽;
L1 :工作台的长;
L2:工作台的间隔;
L:大环线和大小环线输送系统的长,则 L=kL1+(k-1)l2,mm;
W1 :大环线输送系统的宽,mm;
W2:小环线方案输送系统的宽,mm;
W:输送系统总宽度,则W=W1+W2 ,mm。
2.模型假设
(1)拣选台上层可放置2个原料箱,拣选台下层可放置4个订单箱,拣选台长度L1,取L1=2000mm,L2为拣选台的间隔,取L2=2000mm,拣选台的数量为k,宽度忽略不计,每种物料的拣选时间相同,记为t;原料箱和订单箱进入拣选台的时间很小,忽略不计。
(2)输送线设置上下两层,上层输送原料箱,下层输送订单箱,上、下层输送线速度一致,匀速运动,取36m/min即60mm/s;料箱进出“货到人”拣选台时间很短,忽略不计;上下层输送线的L和W相同。
(3)原料箱和订单箱均采用标准规格600×400×300mm(L×W×H),每种原料箱中原料种类均不相同,原料箱中原料无限多;订单箱容量无限大,且订单项需要所有原料箱种类的原料。原料箱数量i={4k,8k,12k},订单箱的数量j=4k;取“货到人”拣选台人员完成一次物料从原料箱拣选至订单箱所需的时间t=10s。
(4)初始时刻,所有拣选台均处于空闲状态;结束时刻为所有订单箱中均有所有原料箱物料。
(5)大环线的拣选逻辑:大环线的长度可满足所有原料箱的积放,所有原料箱在大环线上循环,当有多个拣选台时,每个原料箱只进入一个拣选台。当在拣选台内的订单箱含有该种原料时,待出原料箱离开拣选台,待入原料箱进入拣选台,由于待入原料箱进入拣选台所需时间无法确定,取待入原料箱需在大环线中行走一圈后进入拣选台;当订单箱完成此拣选台中所有的拣选任务后,移动去下一个拣选台,拣选台近似视为均匀分布在订单箱环线上,因此距离为

,直至订单箱在所有拣选台中的拣选均完成时,拣选结束。
(6)大小环线的拣选逻辑:大环线的长度可满足所有原料箱的积放,即将进入拣选台的原料箱需提前进入小环线,因此小环线上至少满足4个原料箱的积放,而L1 与W2可满足积放要求。每个原料箱只进入一个拣选台,当在拣选台内的订单箱含有该种原料时,旧原料箱离开拣选台,待入原料箱进入拣选台,由于待入原料箱进入拣选台所需时间无法确定,取原料箱需在小环线中行走一圈后进入拣选台;
当订单箱完成此拣选台中所有的拣选任务后,移动去下一个拣选台,拣选台近似视为均匀分布在订单箱环线上,因此距离为

,直至订单箱在所有拣选台中的拣选均完成时,拣选结束。
(7)W1和W2需按实际布局取值,本文取经验值W1=W2=1200mm。
(8)理论情况下,为增加输送线所积放的周转箱数量,每段输送线的长度最短可设置为周转箱的长度,则允许放置的最多周转箱数量i和工作站k的关系:

3.时间计算方法
大环线或大小环线的总拣选时间均由三部分组成:订单箱移动时间、原料箱移动时间、工作台中人员拣选时间。



其中A引用公式(2),其他如下:

4. 不同模式下拣选时间计算
根据自动化立体库拣选实际运行模式,原料箱数量i和拣选台数量k存在较多的i=4k,i=8k,i=12k三种情况,因此本文取i=4k,i=8k,i=12k时,k=2、3、4下的大环线和大小环线所需的拣选总时间,则得出不同情况下的采用大环线拣选与采用大小环线拣选所需拣选时间,两种拣选方法的时间差异和节约的时间,如表1所示。
从表1中可以看出,当原料箱和拣选工作站的比值较小时,如i=4k,其拣选节约的时间较小,当k=4其节约的时间较小,约28%;但当i和k的比值较大,如i=12k,则此时设置小环线的时间较大,优势比较明显,当k=4时,可节约51%的时间,因此在项目中需要使用拣选工作台,且拣选较复杂时,如i≥8k或k≥3时,建议在大环线外增加小环线,以节省原料箱移动的时间,快速完成拣选任务。
三、总结
本文采用拣选工作站进行拣选作业,当有多个原料箱的物料需拣选到多个订单箱时,除了设置箱输送线大环线进行循环作业外,还增设箱输送线小环线为待拣选的原料箱进行积放,对两种方案建立拣选时间模型并将几种常见的场景代入数据,通过理论计算出可节省的拣选时间。论文归纳和提炼出的研究结论和管理启示,可供箱输送线设计人员在布局优化输送线提供必要的方法支持和理论借鉴。
1.主要结论
本文构建的采用拣选工作站对物料进行多目标箱对多订单箱下的拣选的场景下,构建设置箱输送线大环线和既设置大环线,又设置小环线的两种模式下的时间模型,并将几种常见原料箱数量和工作站数量进行理论时间计算,得出两种模式下的理论拣选时间,为输送线设计和咨询提供必要的理论支持。
2.研究局限与展望
针对本文研究的问题具有重要的实用价值与进一步探索的空间。
(1)为了便于模型设计,本文仅考虑所有原料箱的物料均需拣选至所有订单箱中,且订单箱数量j=4k,但实际情况更为复杂,因此可参考本论文方法,对实际情况进行更有针对性的理论时间计算。
(2)对于复杂的物料拣选输送线,在大环线的基础上增加小环线所增加的成本较小,因此本文未从输送线成本角度计算增设箱输送线小环线所增加的成本,实际情况下可补充计算并做对比。